A flexible future for digital X-ray NDT?
23/10/2024
The radiographic NDT inspection of pipes and vessels has been waiting for decades for a truly flexible digital gamma/X-ray detector alternative to radiographic film. With the fast-paced developments in flexible electronics, is it likely that a digital alternative – digital X-ray film – could soon be a reality? Norman Stapelberg, Products and Marketing Director at Silveray, explains…
Digital X-ray film (DXF) is a flexible digital gamma and X-ray detector technology, designed specifically to be used as a fully digital alternative to radiographic film or computed radiography (CR) plates. This approach allows the user to inspect pipe welds, complex-shaped castings or shaped composite materials digitally, offering the flexibility of film with the digital image generation of digital X-ray detectors. This has the potential to significantly reduce the time and cost of radiographic inspection of these products (see Figure 1).
 | ||
| Figure 1. Boat hull with DXF used to inspect the joint between the hull and gunwale |
In the last decade, there have been massive improvements in the flexible semiconductor industry. To see this, one only has to look at the foldable screens of Samsung mobile phones or the range of curved computer monitors and television screens on the market today.
So, what do these have to do with X-ray detectors? It comes down to the basic technology used in these products. The pixelated backplanes technology is essentially the same as that used as the pixelated backplane for digital X-ray flat-panel detectors (FPDs). Combine one of these flexible pixelated backplane technologies with an X-ray-sensitive semiconductor ink (NPX) layer and one has a truly flexible digital equivalent to X-ray film.
There are various ways in which joints or welds in composites or metals can be inspected. Some of the methods, such as ultrasound or eddy current detection, have come a long way in the last decade. But, in reality, X-ray inspection is a tried, tested and trusted method. Surprisingly, the majority of these joints or welds, especially in pipes and complex shapes, are still inspected using traditional radiographic film.
Single-layer radiographic film is actually made up of four layers. A semi-rigid polyester base layer, which is normally lucent with a blue tint, is glued to an emulsion layer, which consists of gelatine loaded with silver halide crystals (silver bromide or silver chloride). The size of the halide crystals determines the film speed and resolution. Lastly, the emulsion layer is covered by a protective layer of gelatine. Double-layer film (the most common version) has the same top layers repeated on the bottom of the base layer.
Double-layer film effectively converts twice as many X-rays and gamma rays than single-layer film, resulting in much shorter exposure times compared with traditional single-layer film. Modern double-layer radiographic film is typically between
175 µm and 300 µm thick.
The halide crystals are sensitive to visible light, X-rays and gamma rays. When film is exposed to radiation or visible light, the X-ray, gamma ray or light photons strike the halide crystals, which causes the bromide (Br) to release negative ions, which in turn are collected by the silver (Ag) molecules. When the film is exposed to a chemical solution called the developer, the negatively charged Ag is more sensitive to the developer and forms black metallic silver. It is this black metallic silver suspended in the gelatine that creates the image. Bigger halide crystals have more X-ray interactions and are therefore faster at capturing an image.
Unfortunately, the bigger the halide crystals, the lower the film resolution and vice versa. Radiographic film is not perfect, but radiographers have learnt to work around the weaknesses and it is now considered a very reliable method for weld inspection. The main advantage of radiographic film is the fact that it is thin and flexible, allowing the radiographer to wrap it around a pipe and hold it in place with a strap or elastic band while the image is taken.
Film is flexible enough to be shaped around castings or shaped composite materials, as long as it is not kinked or folded, and can be cut to size to fit most applications. On the negative side, X-ray film usually requires image intensifier screens (thin layers of lead) in front and behind the film. The film has to be housed in a lightproof envelope to prevent visible light affecting the image quality, which means the film and image intensifiers have to be loaded into these light-blocking envelopes in a dark room. After exposure, the film is removed from the envelope in a dark room and developed manually or automatically to produce the final X-ray film/image. For traceability reasons, these films have to be digitised and saved/archived or physically stored for up to
60 years in environmental chambers/rooms. Both storage and digitisation can be very expensive.
Recently, the Health and Safety Executive (HSE) has been investigating cases in which weld X-rays were taken with the film triple or quadruple loaded, without any identification marks. These duplicate X-ray images were then used as evidence for other welds that were not inspected, prompting the HSE to issue a safety alert.
In summary, X-ray film is low cost, thin and flexible, making it ideal for weld and corrosion inspection. On the other hand, it is time and labour intensive and requires a lot of preparation, consumables (chemicals, image intensifiers and light-blocking envelopes) and storage costs, making its total cost of ownership relatively high. Add to this the risk of weld inspections being copied to falsify test results on other welds and one has to wonder why the industry has not switched to digital detectors.
The use of FPDs, also sometimes called digital radiography (DR) or dynamic digital radiography (DDR), has its origin in the medical industry. The medical industry is by far the biggest market for X-ray imaging and imaging equipment and suppliers tend to focus their research and development on this industry. The FPDs used in non-destructive testing (NDT) are really just reusing the detectors originally designed for medical imaging. These digital FPDs are typically square, flat, rigid, heavy and expensive. More modern FPDs are more robust, with protective housings, which unfortunately adds additional weight and cost to these panels.
However, the biggest issue with digital FPDs is the fact that they are not flexible, which means they cannot be wrapped around a pipe or bent around the complex shapes possible with composite materials. This can lead to distortions in the image, some of which can be corrected within software (see Figure 3).
 | ||
| Figure 3. Double wall, single image with an FPD on the outside of the pipe |
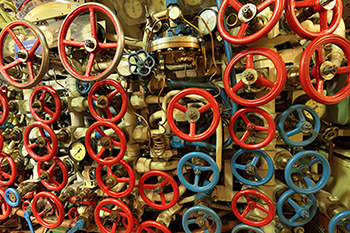
FPDs are also relatively thick, which can make it impossible to squeeze the panels into the spaces where they are needed (see Figure 4).
 | ||
| Figure 4. Example of pipe density in a submarine application |
Wherever FPDs can be used, there is no denying they generate great images very fast. The software that comes with many of these solutions also makes it very easy to analyse the images. This is likely to improve further with the onset of artificial intelligence (AI) software that can carry out the analysis almost as well as an experienced radiographer.
Digital FPDs are typically indirect conversion X-ray detectors. Indirect conversion X-ray detectors use a scintillator material that converts X-rays or gamma rays into visible light. The higher the X-ray or gamma ray energy, the thicker the scintillator has to be. It then has a pixelated backplane, usually made from amorphous silicon (a-Si) or, more recently, indium gallium zinc oxide (IGZO).
This pixelated backplane has a photo diode per pixel, which converts the visible light into an electrical signal. These electrical signals are then analysed partly in the hardware world and partly in software to produce a digital image. Indirect conversion detectors are a tried and tested DR detector technology and the most common technology used in medical X-ray imaging.
There are, however, a few drawbacks to indirect conversion X-ray detectors. There are conversion losses in converting X-rays to visible light and then again to an electrical signal, limiting its sensitivity, and as soon as the X-rays are converted to visible light, the light scatters from one pixel to the next. In the case of detectors with thick scintillators, the light can scatter across multiple pixels, causing blurring of the image.
CR plates have gone some way towards addressing the limitations of DR panels and imitating X-ray film. CR plates are flexible X-ray-sensitive phosphor plates that come in a range of sizes and resolutions, more closely representing X-ray film. When exposed to X-rays, the X-ray photons interact with the phosphor to release electrons that are then trapped in a higher energy state in the lattice structure of the phosphor crystal (a process called photostimulable luminescence). The charge is effectively stored in the
phosphor.
After exposure, the CR plate is removed and taken to a developing station, where the phosphor layer is stimulated with a
helium-neon (He-Ne) laser. Under the He-Ne laser, the CR plate emits blue light proportional to the stored image (trapped electrons). The blue light is captured by a high-intensity, wide dynamic range photomultiplier tube (PMT), which converts the emitted weak visible light into an electrical signal that is processed to form a digital image. The CR plate can be cleared by exposing it to high-intensity light, following which it is then ready to be used again.
However, CR plates are often used in harsh locations and environments, where it is common for a plate to be contaminated with, for example, sand. Contamination on a CR plate affects the image quality, but there is also a risk that the contamination damages the CR plate scanners, which in turn affects all future images and CR plates, until the scanner has been repaired and/or serviced. CR plates can also be kinked or scratched, which then leaves artefacts on the X-ray image, often rendering the image and the CR plate useless. Although CR plates are designed for circa 1000 exposures, they are often damaged much earlier.
In addition to this, these are still not a true digital alternative to film. CR plates effectively capture the image in analogue format (store charge) and it is then scanned in (digitised). Although CR plates are now available with very small grain structures (high resolution), up to 50% of this resolution can be lost in the digitisation process.
So, what is the solution and what is the state-of-the-art in the market today? Anyone who has visited a few of the NDT trade shows worldwide over the last decade might be excused for thinking nothing has changed, apart from incremental improvements in resolution and software, and the offering to customers has largely remained the same for the last ten years.
That said, there have been some more recent novel entries into the market. One of these advancements is the introduction of cadmium telluride (CdTe)- and amorphous selenium (a-Se)-based direct conversion detectors. Direct conversion detectors typically use crystalline materials such as CdTe instead of a scintillator.
The CdTe converts the X-ray photons directly into an electrical signal, which is then captured by the pixelated backplane. The pixelated backplane in this case does not contain a photodiode. From here, the image processing can be carried out in the same way as for indirect detectors. Direct conversion detectors typically use more expensive high-resolution complementary metal-oxide semiconductor (CMOS) backplanes.
The major advantages of direct conversion detectors are that they have very good spatial resolution and sensitivity with no blurring across pixels. They can also be very fast and so sensitive that they can be used as photon counting detectors.
Unfortunately, they also come with disadvantages. CdTe is a single-crystal structure that is grown very slowly over a number of weeks. It is therefore limited in size, very expensive and rigid. CdTe direct conversion detectors are thus limited to applications where very high resolution is needed in a small form factor detector. It is typically not used for weld inspection in pipes or assemblies made from composite materials due to its cost and size limitations. Both CdTe and a-Se direct conversion detectors tend to be limited to applications below 200 keV.
More recently, a few suppliers are bringing ‘flexible’ DR detectors to the market. These are still indirect conversion detectors, but they either use flexible scintillators on top of flexible a-Si pixelated backplanes or they use segments of rigid X-ray detectors connected to each other through flexible circuits to form a panel. In either case, these detectors have only limited flexibility and they are still heavy, relatively thick and expensive. These could prove to be a suitable alternative to DR detectors, but they are quite new and untested. Because of the limited flexibility, weight and thickness, they are unlikely to replace X-ray film in the majority of
applications.
In the last decade, there have been massive improvements in the flexible semiconductor industry. Flexible mobile phones and curved computer screens are now common consumer goods. TV screens and computer monitors traditionally used a-Si thin-film transistor (TFT) backplanes to produce the image. These can be made flexible but are limited in how small one can make the pixels.
With advancements in IGZO and low-temperature polysilicon (LTPS) TFT panels, computer monitors, TVs and mobile phones can now offer much higher resolutions (smaller pixels) than previously possible.
These flexible pixelated backplanes are already being used to enable the ‘flexible’ detectors on the market today. There are, however, further enhancements coming from the solar photovoltaic (PV) market. In this market, flexible organic semiconductor materials are being developed as an alternative to a-Si for solar panels. When these materials are combined with high-attenuation nanoparticles, it is possible to create an X-ray-sensitive semiconductor ink. When these inks or polymers are coated onto an a-Si, IGZO or LTPS pixelated backplane, it can be used as a direct conversion X-ray detector. Since both technologies can be made flexible, this offers promise for a truly flexible digital X-ray detector (digital X-ray film) alternative to traditional X-ray film (see Figure 5).
 | ||
| Figure 5. NPX direct conversion X-ray and gamma ray detector explanation image |
A flexible pixelated backplane, coated with the direct conversion semiconductor ink, sandwiched between two layers of carbon fibre is likely to be less than 1 mm thick.
With a panel thickness of less than 1 mm and flexibility similar to radiographic film, this type of detector has the potential to be a true replacement for radiographic film. Protecting the digital X-ray film with a layer of carbon fibre offers significantly more scratch or kink resistance than would be the case with radiographic film or CR plates. The risk, however, does exist and therefore these detectors would need to be cost effective enough to be at least semi-disposable so that if they need to be replaced after, for example, 100 welds, the total cost of ownership is similar or lower than radiographic film.
Digital X-ray film is not yet commercially available, but the development of this technology is promising and no longer just a long-term vision. Expect to see some early entrants before the end of this year.