Ionix supporting production digitalisation with remote scalable ultrasonic corrosion monitoring
05/05/2022
Invasive probe methods, such as coupons or electrical resistance (ER) probes, and non-invasive non-destructive testing (NDT) techniques, such as using ultrasound transducers or other devices, have historically required either hot tapping of a line, installation during shutdown or operation in separate non-representative loops that can be isolated. This manual approach to erosion monitoring can lead to issues with access and exposure to hazardous environments, costs of working at height and safety challenges. It can also limit the frequency of data collection to times when a technician is at the asset, generally on a three-to-five year cycle, reducing its operational value. The latest developments in non-invasive ultrasonic integrity and corrosion monitoring systems can help maximise productivity, minimise downtime and increase safety.
Globally, there are countless geographically remote wells, requiring inspection engineers and technicians to travel extensively by vehicle to make manual ultrasonic thickness measurements for asset integrity and safety. Not only does this involve considerable time, resource and expense, it also introduces risk to the staff who are travelling on dangerous routes and at hazardous sites.
Adopting a remote well asset integrity erosion monitoring solution, however, can help maximise well productivity and reduce costs, without compromising on safety. Data from ultrasonic monitoring can be used alongside that from coupons and electrical resistance probes to optimise inhibitor injection strategy, allowing the secure transmission of data collection to a centralised server. Manual measurement hub ultrasonic testing (UT) monitoring can also be upgraded to an automated remote system.
Ionix Advanced Technologies recently partnered with Axess Corrosion to upgrade a previously installed Ionix HotSense Measurement Hub UT wall thickness monitoring solution at a major production site to a fully automated logging system that could collect measurements at pre-defined intervals and securely transfer data from a remote well to a centralised cloud storage location. Data security was required through all stages of transmission, from the wellhead to the customer.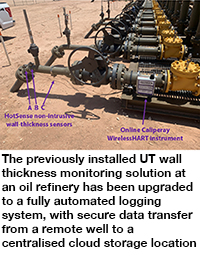
Several key challenges needed to be overcome to remove the potential limitations of the deployment of remote wall thickness monitoring solutions:
Fully automated measurements were needed to maximise the frequency and quality of data collection to detect a rapid increase in wall loss as a result of an event.
Long-term evolution (LTE) telecommunication, as the remote location required a secure and dependable communication solution to minimise the need for multiple site visits.
System and data security were paramount for the solution considering the potential sensitivity of the safety-critical data being collected.
Centralised data management was critical to allow key client staff and contractors to access and analyse data effectively in real time.
Utilising existing sensors deployed in the earlier test installation was essential to the cost-effectiveness of the solution, validating the modular nature of the system.
The system delivered had to be an intrinsically safe solution, with FM Class 1 Div 1 certification required for the entire system.
The solution had to be cost-effective for the application.
A fully automated wireless Caliperay thickness monitoring system was rapidly delivered by Axess Corrosion. The previously installed sensors were directly connected to the Caliperay without the need for reinstallation.
An Ionix field deployment kit, designed for deployment in harsh environments from –55°C to +70°C, containing a WirelessHART gateway and secure LTE communication, was also installed outside of the hazardous location, providing a local WirelessHART mesh network for the site to which the Caliperay was connected.
The deployment allowed the successful and economic upgrade of the Measurement Hub thickness monitoring solution, which is powered by a locally installed solar source and battery storage. The secure LTE connection via a virtual private network (VPN) and cloud data server was provided by M2M Data Connect and connected to a centralised monitoring server. Windows, Apache, MySQL and PHP (WAMP) software was also installed on the cloud server for data collection, viewing and reporting. 
The Ionix Caliperay system is said to be the only fully WirelessHART-compliant UT monitoring system that can be integrated into any WirelessHART network, irrespective of the back-haul, gateway and sensor manufacturer. Each Caliperay node can be connected to up to four HotSense sensors, all with integrated thermocouples for temperature compensation. Caliperay performs all the thickness calculations in the field and presents the process variables to the gateway, which are then able to pass directly into the host control and historian systems. This includes thickness, temperature, remaining battery life, warning alarms and other sensor diagnostic information.
The full system solution was successfully deployed during live operation, with data immediately available at the data server. All data correlated with the previously manually collected data and ensured continuity of trending. Data from other sources, such as coupon and electrical resistance probes, was also compared to optimise the local inhibitor strategy. Live trending and instant access to the data ensures that future events leading to rapid wall loss are captured. The solution can also be scaled with additional Caliperays at the local site or by the addition of field deployment kits at other wells.
Since upgrading to a fully automated system, wall thickness data is now available on-demand 24/7 at the oil refinery, avoiding the deployment of lone personnel in remote and hazardous locations, providing a significant boost to the safe operation of this site, while also reducing the costs of labour and inspection.
The risk of loss-of-containment and focus maintenance and corrosion inhibition activities has also been reduced due to the detection of rapid wall loss events using the automated remote monitoring system, as well as a safer, more efficient operation.