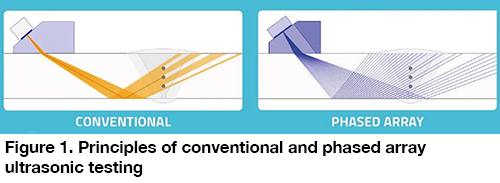
 The method of PAUT begins with the production of high-frequency (higher than the human audible range, hence the term ultrasonic) sound waves that are sent through the material being inspected. The sound waves are generated by a probe made up of multiple small elements, typically 64, each delivering separate sound waves at a different predetermined angle. By controlling the timing of the pulses, the element’s beam angle of each sound wave is generated; therefore, the PAUT system can produce a focused beam of sound that can detect flaws at specific depths and at a range of swept angles in the test material.
The method of PAUT begins with the production of high-frequency (higher than the human audible range, hence the term ultrasonic) sound waves that are sent through the material being inspected. The sound waves are generated by a probe made up of multiple small elements, typically 64, each delivering separate sound waves at a different predetermined angle. By controlling the timing of the pulses, the element’s beam angle of each sound wave is generated; therefore, the PAUT system can produce a focused beam of sound that can detect flaws at specific depths and at a range of swept angles in the test material.
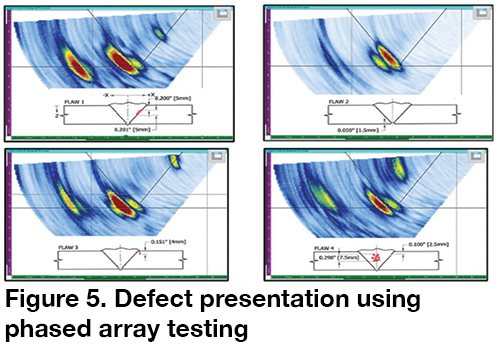 Another advantage of phased array testing is its speed and accuracy. The system can scan large areas of material quickly and provide detailed images of any flaws detected. These images can be stored in the memory of the equipment and can be reviewed in more detail away from the test site. This can save time and money compared to traditional UT methods, where data on most sets cannot be captured and reviewed with the same level of detail.
Another advantage of phased array testing is its speed and accuracy. The system can scan large areas of material quickly and provide detailed images of any flaws detected. These images can be stored in the memory of the equipment and can be reviewed in more detail away from the test site. This can save time and money compared to traditional UT methods, where data on most sets cannot be captured and reviewed with the same level of detail.Any personal information provided to or to be gathered by bindt.org and ndtnews.org is controlled primarily by The British Institute of Non-Destructive Testing, Midsummer House, Riverside Way, Bedford Road, Northampton NN1 5NX, UK.
The information we learn from customers helps us personalise and continually improve your shopping experience at bindt.org and ndtnews.org. We use the information to handle orders, deliver products and services, process payments, communicate with you about orders, products, services and promotional offers, update our records and generally maintain your accounts with us.
Information about our customers is an important part of our business and we are not in the business of selling it to others.
How Secure Is Information About Me?
- We work to protect the security of your information during transmission by using Secure Sockets Layer (SSL) software, which encrypts information you input.
- We reveal only the last five digits of your credit card numbers when confirming an order. Of course, we transmit the entire credit card number to the appropriate credit card company during order processing.
- We maintain physical, electronic and procedural safeguards in connection with the collection, storage and disclosure of personally identifiable customer information. Our security procedures mean that we may occasionally request proof of identity before we disclose personal information to you.
- It is important for you to protect against unauthorised access to your password and to your computer. Be sure to sign off when you finish using a shared computer.
The British Institute of Non-Destructive Testing
Midsummer House
Riverside Way
Bedford Road
NORTHAMPTON
NN1 5NX
United Kingdom
Tel: +44 (0)1604 438300
Fax: +44 (0)1604 438301
E-mail: info@bindt.org
Web: www.bindt.org
The British Institute of Non-Destructive Testing is a Limited Company (Reg. No. 969051, England) and a Charity (Reg. No. 260666). Registered Office: Midsummer House, Riverside Way, Bedford Road, Northampton NN1 5NX, UK.
VAT Reg. No. 581 2105 68
Comments by members
This forum post has no comments, be the first to leave a comment.